Copyright © CAD/CAM/CAE Observer # 1 (14)/2004
Средства HSM в Mastercam’е

Передовые рубежи
По мере развития станков с ЧПУ, роста требований к уменьшению времени изготовления деталей и роста необходимости снижать затраты, высокоскоростная обработка (ВСО или HSM) приобретает всё большую значимость для самых разных производств. Если окинуть взглядом специализированную прессу за последние несколько лет, то очевиден рост объема материалов, в которых высказываются различные мнения по тематике ВСО.
При этом еще сравнительно недавно в потоке публикаций довлели мнения производителей станков, которые таким образом "продвигали" свой товар. Основной упор делался на то, как характеристики станков влияют на скорость изготовления деталей, а также расписывались прелести самого оборудования.
Впрочем, и без специального режущего инструмента серьезного разговора о ВСО быть не может. В этой сфере тоже кипит жизнь, и идут поиски способа изготовления вечной фрезы – притом такой, которая может крутиться неимоверно быстро и столь же быстро резать материал...
В последнее время тематика и направленность статей больше склоняются в сторону программного обеспечения, обсуждения средств и принципов создания УП, которые умеют использовать все эти прелести современных станков с возможностями ВСО.
В этот разговор сейчас всё серьезнее включается и наука – на свет вытягиваются фундаментальные теории, разбирающие ВСО вплоть до мельчайших нюансов (о которых в реальной жизни имеют весьма смутное представление даже спецы, использующие эти методы обработки в своей каждодневной работе), и в этом ключе "под лупу" ставятся системы CAM.
Старые окопы
Тем не менее, хотелось бы на время вернуться в реальность и задуматься над тем, могут ли получить какую-то пользу от приемов ВСО обладатели тихоходных станков и оборудования конца прошлого века. На первый взгляд кажется, что не особо. Известно, что управляющие программы для ВСО, как правило, значительно больше по объему. Древняя стойка управления не всегда может "заглотить" её из-за мизерного объема памяти. Однако если станок не разбитый и есть возможность оснастить его подкачкой УП с компьютера, то проблема длинных УП перестает существовать. После этого стоит подробно разобраться, что может дать использование каких-то приемов ВСО при создании УП.
Рассмотрим некоторые прописные истины ВСО и попробуем определить, какую выгоду дает их реализация в случае с тихоходными станками (табл. 1).
Таблица 1
| Прописные истины ВСО | Польза для обладателей тихоходных станков |
| Постоянство условий резания с сохранением одинаковой толщины стружки |
Уменьшается вероятность поломки инструмента
Увеличивается чистота обработки
Можно использовать более быстрые режимы резания |
| Сопряжение по радиусу острых углов траектории для поддержания наилучших условий резания с минимальными потерями рабочей подачи |
Снижается нагрузка на инструмент
Частично или полностью снимается вопрос меняющихся нагрузок на механику станка при резких изменениях направления движения
Можно использовать более быстрые режимы резания
Увеличивается чистота обработки
Алгоритм торможения и разгона, плохо работающий в старых станках, во многих случаях не будет сильно влиять на время отработки программы |
| Плавное соединение концов траектории при позиционировании |
| Максимальная скорость отработки УП системой ЧПУ |
Можно использовать более быстрые режимы резания в случае, если система ЧПУ успевает рассчитывать рабочие перемещения с заданными подачами |
Конечно, даже с наилучшей CAM-системой из старого станка не сделаешь новый высокоскоростной... Тем не менее практика показывает, что с применением приемов из арсенала ВСО скорость изготовления деталей повышается на 10...20%, а износ станка при этом не увеличивается или даже немного снижается по сравнению с традиционными способами.
Методы ВСО в Mastercam
Довольно давно в одной из статей я уже вкратце описывал, как Mastercam справляется с подготовкой УП для ВСО. Пришла пора подробнее познакомиться с методикой и философией этой CAM-системы.
Я намеренно упрощу постановку задачи и начну обзор исходя из сравнения обычной и высокоскоростной обработок, постепенно переходя к нюансам ВСО. Такой подход к анализу функционала Mastercam в разрезе скоростного фрезерования может вызвать некоторое раздражение у асов ВСО, но я прошу их быть снисходительными. На сегодняшний день значительная (если не бóльшая) часть предприятий только размышляет вслух по поводу обзаведения оборудованием и средствами для ВСО, в лучшем случае планируя что-то на будущее. Надеюсь, предлагаемый мною принцип изложения позволит более глубоко проникнуть в дебри новых методик, а также лучше подобрать замечательную троицу – станок, инструмент и систему CAM.
Если по-простому взглянуть на траектории инструмента при ВСО, отбросив на первых порах некоторую специфику, то можно сказать, что по принципу движения инструмента они мало чем отличаются от обычных "тихоходных" траекторий. Разница состоит в том, что применение скруглений острых углов, введение петлеобразных и спиральных переходов позволяют сделать траекторию ВСО гладкой. Этим обеспечивается плавное движение без резких изменений направления, что в свою очередь дает возможность вести обработку на высоких подачах и избежать лишних динамических нагрузок (на инструмент и механику станка).
В качестве типичных примеров таких движений стоит упомянуть следующие:
- переход по дуге между проходами в плоскости
- петлеобразные движения в местах резкого изменения направления обработки в плоскости
- петлеобразные или S-образные переходы при изменении глубины обработки.
Естественно, показать в одной статье абсолютно все нюансы ВСО в Mastercam невозможно – планируется рассмотреть их в нескольких продолжениях.
Подход Mastercam к ВСО достаточно интересен. Средства создания УП распределены по видам задач, которые условно можно подразделить на двух-, трех- и многоосевую обработку. Эти виды обработки, в свою очередь, так же условно делятся на грубую, чистовую и дообработку.
Условность заключается в том, что лишь некоторые из них точно соответствуют классическому восприятию количества осей, где исторически принято строго разделять задачи по обработке в 2D и 3D. Например, основная контурная обработка – в общем случае это послойная обработка вдоль контура. Однако стоит лишь выбрать для обработки 3D-контур, как открывается возможность обработать его и как 3D-, и как 2D-контур. Другой пример – 2D-контур может быть обработан по нисходящей спирали. Опять же, если взять модель детали, которая как бы требует применения только 2D-методов (часто такие детали не совсем корректно называют деталями "мехобработки"), то и к ней успешно и эффективно можно применить средства поверхностной обработки.
Упомянутая относительность, или условность, подхода имеет место и когда разговор ведется о ВСО. Практически все методы обработки в Mastercam содержат подфункции, с помощью которых можно из обычной траектории за считанные секунды сделать траекторию для ВСО. Это означает, что возможности ВСО рассредоточены по всем функциями создания траектории инструмента так, чтобы технолог мог при необходимости воспользоваться специфичными для ВСО движениями инструмента по своему усмотрению – вне зависимости, программирует он ВСО в чистом виде или же применяет лишь некоторые её принципы, формируя УП для "тихохода".
Поскольку словесное описание тонкостей и нюансов вряд ли будет наглядным и понятным, я предлагаю внимательно изучить нижеследующие иллюстрации и комментарий к ним. На мой взгляд, они доказывают, что разработчики Mastercam не только владеют знаниями теоретиков ВСО, но и успешно и продуманно внедрили их в свой продукт, который в умелых руках знающего технолога-программиста превращается в грозное оружие для войны с секундами.

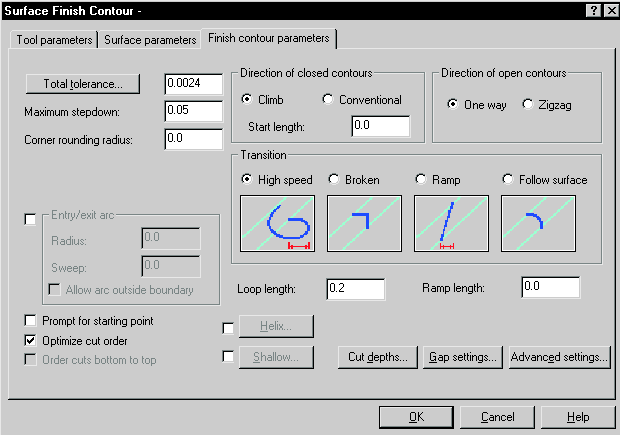
Торцевание заготовки без ВСО
|
Торцевание заготовки с применением ВСО – переходы между проходами реализованы по дуге
|
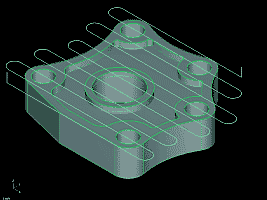
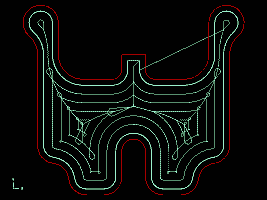
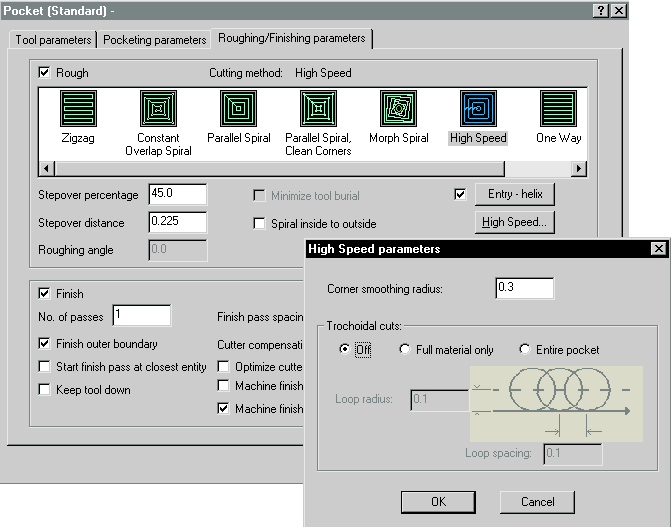
| | В данном примере показана выборка кармана. Использована схема удаления материала вдоль стенки |
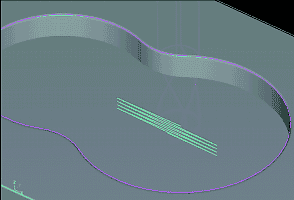
Врезание в материал зигзагообразным движением – это не то, что нужно для ВСО
|
Без явных функций ВСО, хотя фреза удаляет материал вдоль стенок, что является предпочтительным принципом удаления материала при ВСО
|
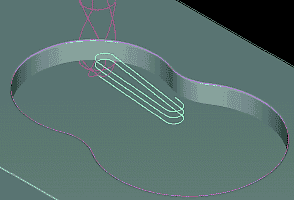
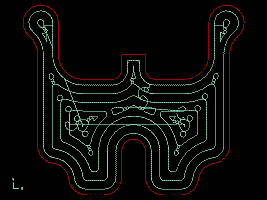
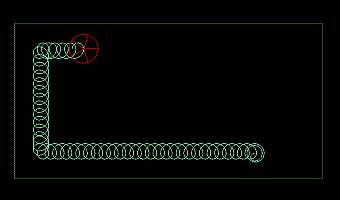
Если модифицировать зигзаг, придав ему пазовую ширину со спиральными движениями по концам, – это уже годится для ВСО
|
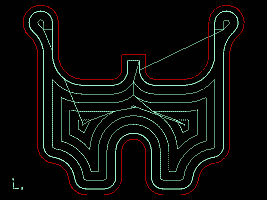
Применен принцип “рыбьего хвоста”. В точках резкого изменения направления траектория линейно продлевается, а между продлениями реализован переход по дуге
|
Врезание по спирали, наверное, кто-то специально придумал для быстрорежущих станков...
|
Движения инструмента в точках резкого изменения направления – по дуге или круговой траектории; переходы между проходами осуществляются по петле
|
| |
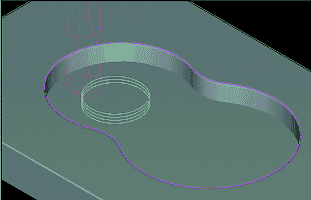
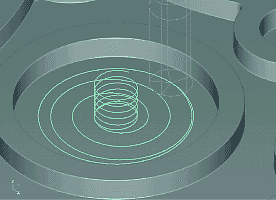
Обработка контура путем опускания инструмента спиральным движением
|
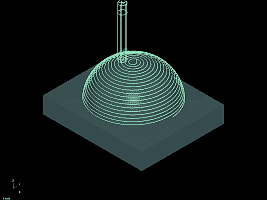
Спиралеобразные траектории доступны как при черновой, так и при чистовой обработке
|
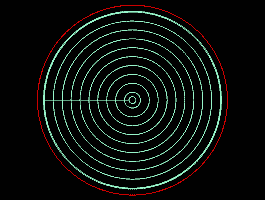
Траектория классической обработки круглого отверстия
|
Черновая обработка (послойное снятие материала по поверхностям) тоже допускает применение функций ВСО
|
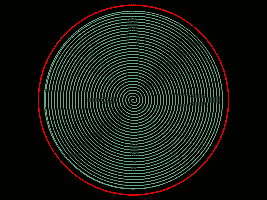
Обработка того же отверстия по траектории разворачивающейся или сворачивающейся спирали
|
Типичный пример ВСО при фрезеровании отверстий
|
Принцип трохоидального движения инструмента. Это комбинация поступательного движения и раскачивания инструмента по кругу заданного радиуса
|
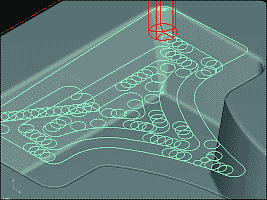
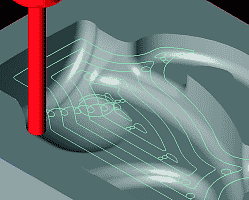
Пример трохоидального движения на реальной детали
|
|
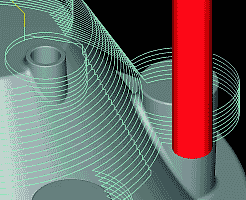
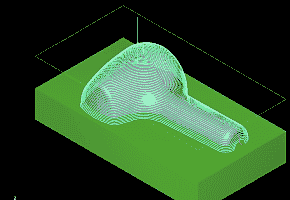
Чистовая обработка детали без ВСО. Видны острые углы и ступенчатые переходы между слоями
|
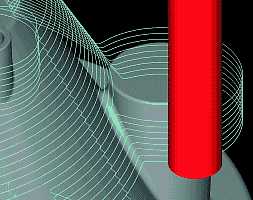
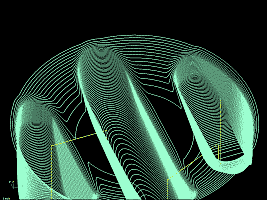
Острые углы скруглены, реализованы S-образные переходы при изменении глубины обработки
|
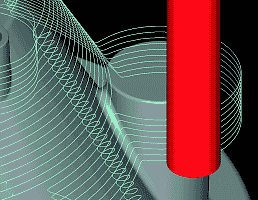
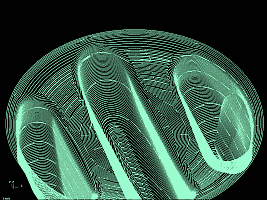
Комбинация петлеобразных и S-образных переходов при изменении глубины обработки
|

Петлеобразные переходы при изменении глубины обработки
|
Эта траектория контурной обработки содержит острые углы
|
Тот же пример с включенным режимом ВСО – острые углы заменены движением по дуге
|
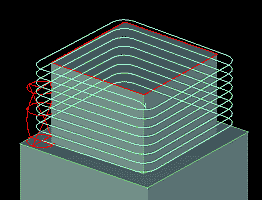
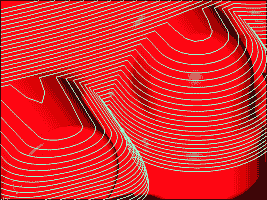
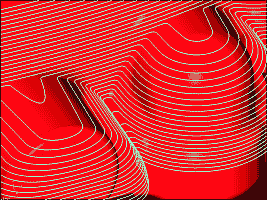
Обработка детали по контуру с постоянным Z-шагом. Однозначно ясно, что в верхней части детали качество обработки будет недостаточным
|
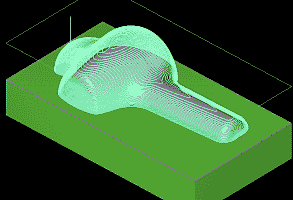
Та же обработка с включенной ВСО и переменным шагом по оси Z
|
|
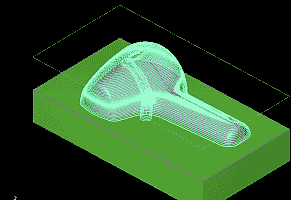
Тот же пример с применением метода, который обеспечивает равномерный гребешок (шероховатость) по всей детали
|
Для достижения равномерного качества поверхностей при обработке деталей сложной формы порой невозможно использовать какой-либо один способ
|
Комбинированный метод значительно повышает качество, а проблемные зоны распознаются автоматически
|
Copyright © CAD/CAM/CAE Observer # 1 (14)/2004